


铝合金产品去刀纹就用聚氨酯发泡轮
铝合金产品在机加工后是留有刀纹在上面的,传统的人工抛光效率低,这时可以用一款聚氨酯发泡轮,可以直接安装在CNC刀库内。铣刀飞刀走完直接上抛光轮抛光,可以有效去除刀纹,喷砂后可以盖住痕迹,从而提高效率节省人工,达到降本增效的目的。
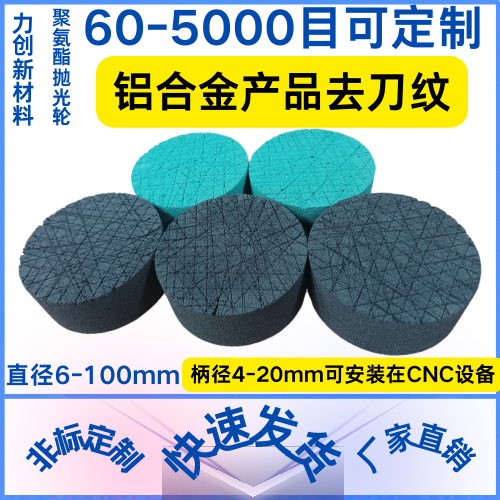
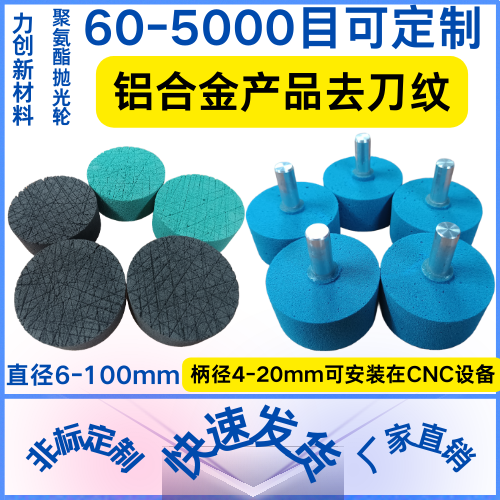
去刀纹效果可以使用80-150目的聚氨酯抛光轮,硬度可以选择70度左右,能有效去除铝合金表面的刀纹。聚氨酯抛光轮弹性比较好,可以有效的避免产品塌边的现象。聚氨酯抛光轮转速建议在2000-3000转,进给300-500, 进刀量0.05-0.15,抛光过程需要充分浇注切削液。
如果您有聚氨酯抛光轮定购需求,想了解聚氨酯抛光轮,可拨打力创新热线电话:13431334931。


热门资讯
-
●
聚氨酯打磨头的特性:微弹性、耐磨与自
2026-04-01 -
●
氧化铈抛光轮:玻璃精抛核心耗材
2026-03-31 -
●
聚氨酯打磨头 金属去毛刺优选
2026-03-30 -
●
聚氨酯打磨头:金属毛刺高效清除方案
2026-03-28 -
●
氧化铈抛光轮——玻璃精密抛光的优质耗
2026-03-27 -
●
聚氨酯打磨头去金属毛刺:高效耐磨,赋
2026-03-26 -
●
聚氨酯打磨头|金属去毛刺专用
2026-03-26 -
●
氧化铈打磨头赋能玻璃加工,耐磨高效,
2026-03-25 -
●
聚氨酯打磨头:金属去毛刺高效稳定之选
2026-03-25 -
●
氧化铈抛光轮|力创新材料 玻璃抛光专用
2026-03-25 -
●
氧化铈抛光轮|玻璃抛光痛点速解
2026-03-24 -
●
聚氨酯打磨头|金属去毛刺 高效降本
2026-03-24 -
●
选对氧化铈打磨头,玻璃抛光高效又省心
2026-03-23 -
●
力创新材料 聚氨酯打磨头 金属抛光优选
2026-03-23



联系深圳力创
- 电话:13431334931
- 地址:
深圳宝安福海街道兴业一路118号
- 邮箱:
szlich3413@foxmail.com